

అధిక నాణ్యత గల CNC ప్రెస్ బ్రేక్ తయారీ
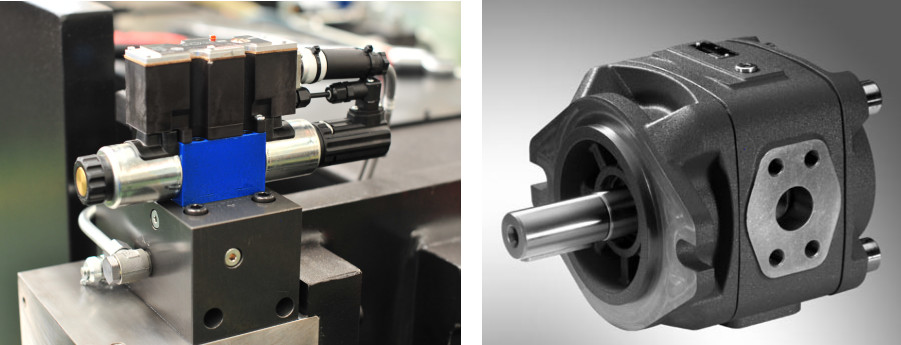
1. అధిక సమకాలీన నియంత్రణ కచ్చితత్వం, అధిక వంపు కచ్చితత్వం మరియు పునఃస్థాన కచ్చితత్వం పొందడానికి డ్యూయల్ సిలిండర్లను నియంత్రించడానికి ఎలక్ట్రో-హైడ్రాలిక్ వ్యవస్థను అవలంబిస్తారు.
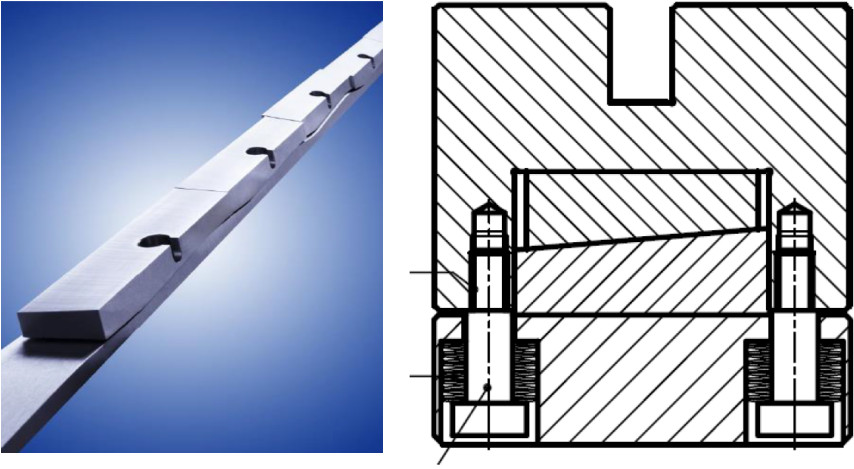
2. బెండింగ్ ప్రక్రియ సమయంలో స్లైడర్ యొక్క వైకల్యం వలన వర్క్పీస్ నాణ్యతపై కలిగే ప్రభావాన్ని పరిష్కరించడానికి మెకానికల్ డిఫ్లెక్షన్ ఆటోమేటిక్ కాంపెన్సేషన్ సిస్టమ్ను అవలంబించారు. ఖచ్చితత్వాన్ని సులభతరం చేయడానికి కాంపెన్సేషన్ మొత్తాన్ని CNC సిస్టమ్ ద్వారా స్వయంచాలకంగా సర్దుబాటు చేస్తారు.
(1) యంత్రం రెండు-దిశల సర్దుబాటు నిర్మాణం ద్వారా పరిహారం చేయబడుతుంది, ఇది యంత్రం యొక్క అడ్డ మరియు నిలువు దిశల పరిహారాన్ని సంతృప్తి పరచగలదు.
(2) వంపు ఖచ్చితత్వాన్ని మరింత ఖచ్చితంగా చేయడానికి దట్టమైన పాయింట్ పరిహార పద్ధతిని అవలంబిస్తారు.
(3) ఒకే ప్లేట్ మందం గల పదార్థం యొక్క వంపును ఒకేసారి సరిచేయడం, హైడ్రాలిక్ సర్దుబాటు మరియు నిర్మాణం యొక్క ముందుకు వెనుకకు కదలికలకు భిన్నంగా, యాంత్రిక సర్దుబాటు మెషిన్ టూల్ వర్క్బెంచ్ అలసట వైకల్యాన్ని బాగా తగ్గిస్తుంది, దాని సేవా జీవితాన్ని మెరుగుపరుస్తుంది;
(4) పరిహారం యొక్క ఖచ్చితత్వాన్ని ఖచ్చితంగా నియంత్రించడానికి ప్రత్యేక రిడ్యూసర్ మరియు అధిక ఖచ్చితత్వ పొటెన్షియోమీటర్ను ఉపయోగించండి.
(5) హైడ్రాలిక్ కాంపెన్సేటింగ్ వర్క్టేబుల్ యొక్క మూడు-ప్లేట్ నిర్మాణానికి భిన్నంగా, ఈ పరికరం సింగిల్-ప్లేట్ వర్క్టేబుల్ డిజైన్ను అవలంబిస్తుంది, ఇది బెండింగ్ వర్క్పీస్లో జోక్యాన్ని సమర్థవంతంగా నిరోధించగలదు.
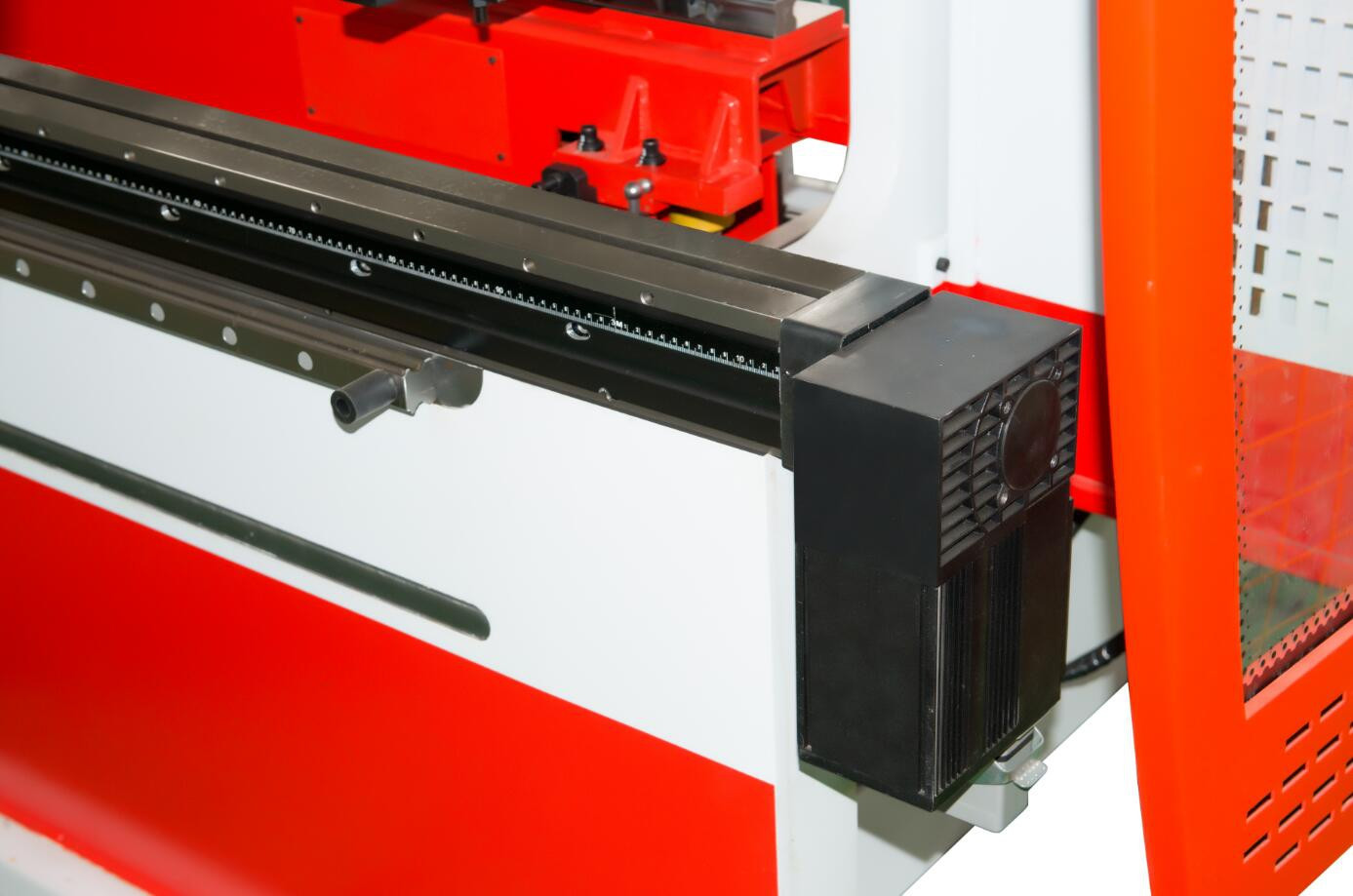
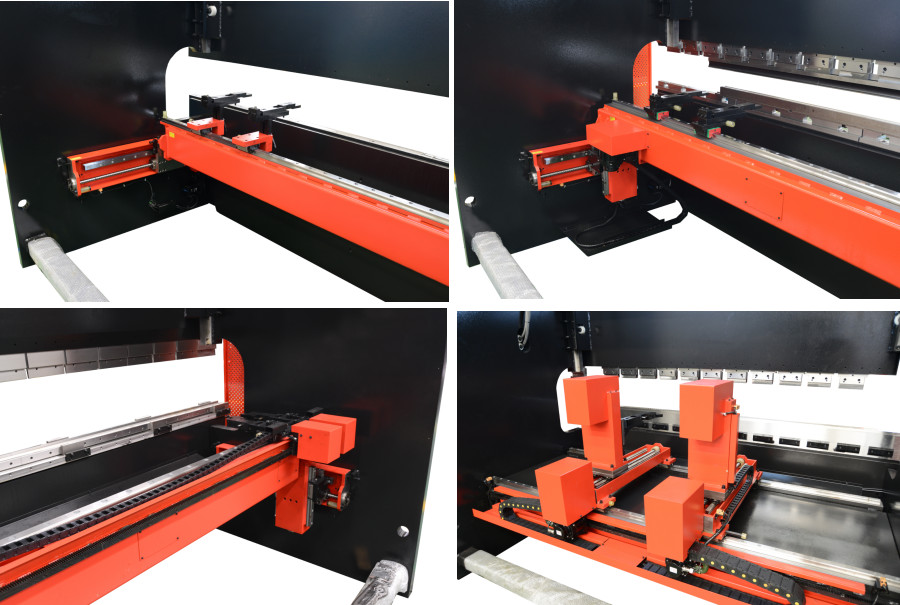
3. బహుళ ప్రయోజన బ్యాక్గేజ్, దీనిని 6 అక్షాలుగా విస్తరించవచ్చు, అనగా, ముందుకు వెనుకకు కదలడానికి X1 మరియు X2 అక్షాలు, పైకి క్రిందికి కదలడానికి R1 మరియు R2 అక్షాలు, మరియు ఎడమకు కుడికి కదలడానికి Z1 మరియు Z2 అక్షాలు. దీనితో వర్క్పీస్ను అనువుగా వంచవచ్చు.
4. వెల్డింగ్ తర్వాత ఫ్రేమ్ ఒకేసారి అమర్చబడుతుంది, ఫ్రేమ్ యొక్క దృఢత్వం మరియు ప్రాసెసింగ్ ఖచ్చితత్వాన్ని నిర్ధారించడానికి దీనిని CNC పెంటాహెడ్రాన్ ప్రాసెసింగ్ సెంటర్ ద్వారా ప్రాసెస్ చేస్తారు.
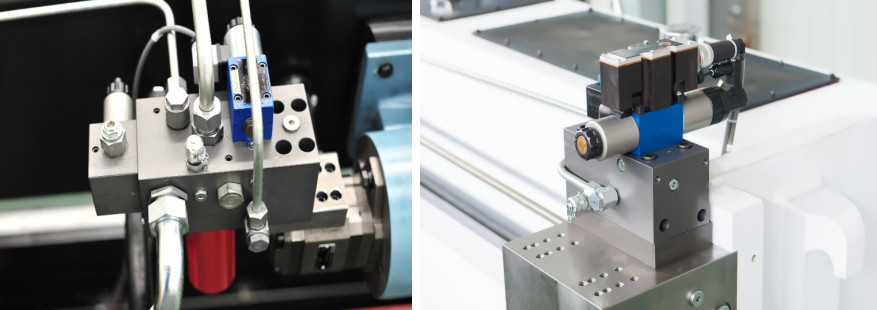
5. సమీకృత హైడ్రాలిక్ నియంత్రణ వ్యవస్థ పైప్లైన్ను తగ్గిస్తుంది, తద్వారా చమురు లీకేజీని నివారిస్తుంది మరియు పనితీరు స్థిరత్వాన్ని మెరుగుపరుస్తుంది, అలాగే యంత్రం యొక్క రూపాన్ని అందంగా చేస్తుంది.

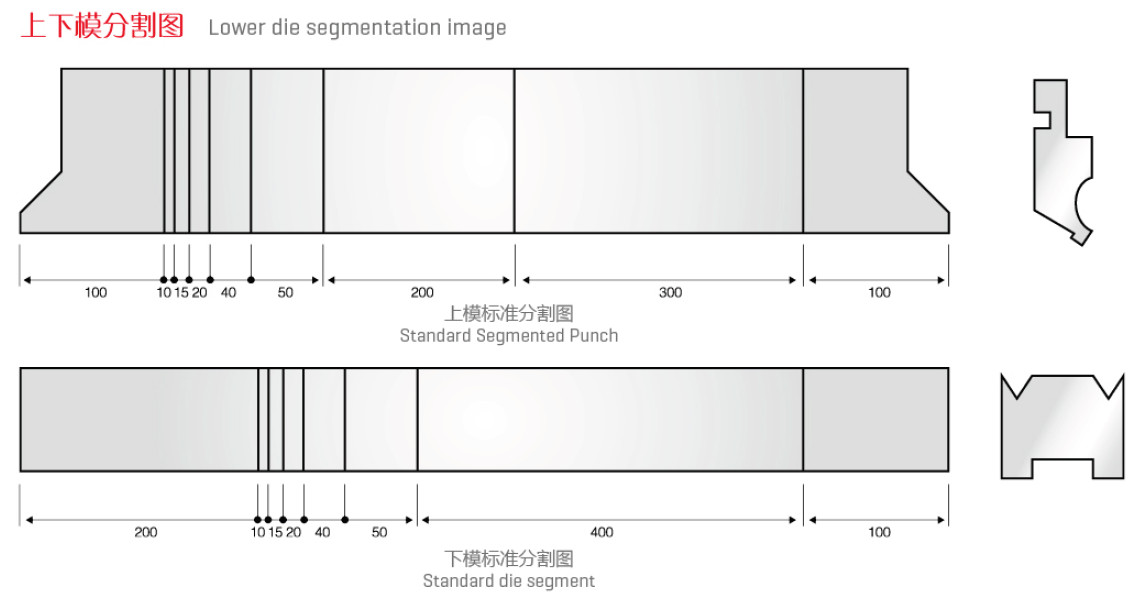
6. ప్రత్యేక వర్క్పీస్ యొక్క వంపు అవసరానికి అనుగుణంగా సెగ్మెంటెడ్ పంచ్ను నిర్దిష్ట పొడవుతో కలపవచ్చు.
7. పనిభారాన్ని తగ్గించడానికి మరియు పని సామర్థ్యాన్ని మెరుగుపరచడానికి హైడ్రాలిక్ పంచ్ ఆటో క్లాంపింగ్ లేదా మెకానిక్ క్విక్ క్లాంపింగ్ను ఐచ్ఛికంగా అమర్చవచ్చు.

8. CNC వ్యవస్థ డెలెమ్ CNC వ్యవస్థను స్వీకరిస్తుంది. ఈ CNC వ్యవస్థ సరికొత్త ఎలక్ట్రానిక్ సర్క్యూట్, అధిక రిజల్యూషన్ నిష్పత్తితో కూడిన ట్రూ కలర్ TFT డిస్ప్లే మరియు బహుళ-భాషా మెనూ వంటి లక్షణాలను కలిగి ఉంది. ఇది అంతర్జాతీయంగా బెండింగ్ మెషిన్ కోసం ఒక ప్రథమ శ్రేణి నియంత్రణ వ్యవస్థ.
9. మెషిన్ టూల్ యొక్క థ్రోట్ కింద C రకం థ్రోట్ కాంపెన్సేషన్ పరికరం ఇన్స్టాల్ చేయబడుతుంది, ఇది డిటెక్షన్ పరికరంతో అనుసంధానించబడి ఉంటుంది. బెండింగ్ ఫోర్స్ యొక్క చిన్న వైకల్యం సిస్టమ్ యొక్క కొలత ఖచ్చితత్వాన్ని ప్రభావితం చేయదు మరియు ఏ మందం మరియు ఏ మెటీరియల్ ప్లేట్ యొక్క బెండింగ్ ఖచ్చితత్వాన్ని అయినా నిర్ధారించవచ్చు.
10. ఫ్రంట్ సపోర్టర్ మరియు లైనర్ గైడ్ కదలికను మరింత సులభతరం చేస్తాయి


అంతర్జాతీయంగా అధునాతన స్థాయి కలిగిన డెలెమ్ DA66T CNC నియంత్రణ వ్యవస్థ
1. పూర్తి విండోస్® ఆపరేటింగ్ సిస్టమ్, తక్షణ మెషీన్ షట్డౌన్ను సాధ్యం చేస్తుంది;
2. సౌకర్యవంతమైన ఆపరేషన్తో బహుళ భాషల ఎంపిక;
3. ప్రజల అవసరాలకు అనుగుణంగా పనిచేసే ఫ్యాషనబుల్ రూపకల్పన;
4. తెలివైన మాడ్యూల్ నిర్మాణం, ఈ వ్యవస్థను 24 అక్షాలుగా విస్తరించవచ్చు;
5. 17 "TFT ట్రూ కలర్ LCD డిస్ప్లే, 2D గ్రాఫికల్ ప్రోగ్రామింగ్;
6. సర్క్యూట్ డిజైన్ను తగ్గించడానికి మరియు విశ్వసనీయతను పెంచడానికి అంతర్నిర్మిత PLC;
7. USB మౌస్ పోర్ట్, కీబోర్డ్ పోర్ట్;

8. యంత్రం పనిచేసే సమయం మరియు వంచే సమయాల స్వయంచాలక సంచయం;
9. బెండింగ్ విధానం ఆటో కంపైలేషన్ మరియు బెండింగ్ సిమ్యులేషన్;
10. గ్రాఫిక్ ఫార్మాట్తో 1:1:1 నిష్పత్తిలో యంత్రం స్వరూపం, పరికరం మరియు పనిముక్కను స్వేచ్ఛగా జూమ్ చేయండి;
11. డిజిటల్, గ్రాఫిక్ మరియు ఇతర పద్ధతుల ద్వారా డై ప్రోగ్రామింగ్, ఫ్లాట్ డై, లార్జ్ ఆర్క్ డై, మల్టీ వి గ్రూవ్ మోల్డ్, వేరియబుల్ వి గ్రూవ్ మోల్డ్;
12, ఆటోమేటిక్ యాంగిల్ కరెక్షన్ డేటాబేస్, సెల్ఫ్ లెర్నింగ్ బెండింగ్ టాలరెన్స్ టేబుల్ మరియు ఓమ్ని-డైరెక్షనల్ కొలిజన్ డిటెక్షన్ ఫంక్షన్, వ్యర్థ ఉత్పత్తులను తొలగిస్తాయి;
13. తప్పుగా పనిచేయడాన్ని నివారించడానికి లోప హెచ్చరిక వ్యవస్థ;
14. మెమరీ సామర్థ్యం 1G
15. దూరస్థ నిర్ధారణ;
16. యంత్ర ప్రత్యేక విశ్లేషణ సాఫ్ట్వేర్, నిజ-సమయ పర్యవేక్షణ;
17. ప్రత్యేక ఆఫ్లైన్ ప్రోగ్రామింగ్ సాఫ్ట్వేర్ ప్రోగ్రామింగ్ సమయాన్ని తగ్గించి, సామర్థ్యాన్ని పెంచుతుంది;
18. ఎంబెడెడ్ ఫైల్ మేనేజ్మెంట్ సిస్టమ్, టెక్స్ట్ ఎడిటర్;
19. టాండెమ్ ఆపరేషన్;
20. ఆపరేషన్ ప్యానెల్లో ఎమర్జెన్సీ స్టాప్, మాన్యువల్గా కదిలే స్లైడర్ మరియు ఎర్గోనామిక్స్ పర్స్పెక్టివ్ ఉన్నాయి.
T-3500TCNC వ్యవస్థ
1. రియల్-టైమ్ విండోస్ ఆపరేటింగ్ సిస్టమ్ను ఉపయోగించడం ద్వారా, తక్షణ షట్డౌన్ను సాధించవచ్చు;
2 రకాల భాషా ఎంపికలు, ఇంగ్లీష్ ఇంటర్ఫేస్కు సెట్ చేయవచ్చు, ఉపయోగించడం సులభం;
3 ఫ్యాషన్ డిజైన్, ఉపయోగించడానికి సులభం, ప్రజల-ఆధారితతను ప్రతిబింబిస్తుంది;
4 ప్రామాణిక నాలుగు అక్షాలు, అదనపు మాడ్యూల్స్, ఆరు అక్షాల వరకు మద్దతు ఇస్తుంది;
5.10 "TFT ట్రూ కలర్ స్క్రీన్, LCD టచ్ స్క్రీన్, మల్టీ టచ్, టూ-డైమెన్షనల్ గ్రాఫిక్స్ ప్రోగ్రామింగ్, 3D డిస్ప్లే;
6 అంతర్నిర్మిత PLC ఫంక్షన్, సర్క్యూట్ డిజైన్ను తగ్గిస్తుంది, విశ్వసనీయతను పెంచుతుంది;
7. USB మౌస్ ఇంటర్ఫేస్, కీబోర్డ్ ఇంటర్ఫేస్;
8 ఆటోమేటిక్ పని గంటలు మరియు వంగే సమయాలు;
9, డిజిటల్ మరియు 2D గ్రాఫిక్స్ ఫుల్ టచ్ ప్రోగ్రామింగ్, బెండింగ్ ప్రక్రియ 3D వీక్షణ, బెండింగ్ ప్రక్రియ ఆటోమేటిక్ కంపైలింగ్ మరియు బెండింగ్ సిమ్యులేషన్;
10. గ్రాఫిక్స్ ప్రకారం మెషిన్ ఆకారం, అచ్చు మరియు వర్క్పీస్ను 1:1:1 నిష్పత్తిలో స్వేచ్ఛగా జూమ్ చేయవచ్చు.

11, డిజిటల్, గ్రాఫిక్ మరియు ఇతర డై ప్రోగ్రామింగ్ పద్ధతులు, ఫ్లాట్ డై, పెద్ద వృత్తాకార ఆర్క్ డై, మల్టీ V గ్రూవ్ మోల్డ్, వేరియబుల్ V గ్రూవ్ మోల్డ్;
12. తప్పుగా పనిచేయడాన్ని నివారించడానికి లోప హెచ్చరిక వ్యవస్థ;
13. మెమరీ సామర్థ్యం 1G
14. యంత్ర ప్రత్యేక విశ్లేషణ సాఫ్ట్వేర్, నిజ-సమయ పర్యవేక్షణ;
15. ఎంబెడెడ్ ఫైల్ మేనేజ్మెంట్ సిస్టమ్, టెక్స్ట్ ఎడిటర్;
16. టెండమ్ ఆపరేషన్;
17. ఆపరేషన్ ప్యానెల్లో ఎమర్జెన్సీ స్టాప్, మాన్యువల్గా కదిలే స్లైడర్ మరియు ఎర్గోనామిక్స్ పర్స్పెక్టివ్ ఉన్నాయి.
సిఎన్సి ప్రెస్ బ్రేక్; సిఎన్సి ప్రెస్ బ్రేక్; సిఎన్సి ప్రెస్ బ్రేక్ మెషిన్; సిఎన్సి హైడ్రాలిక్ ప్రెస్ బ్రేక్; అమ్మకానికి సిఎన్సి ప్రెస్ బ్రేక్; సిఎన్సి బ్రేక్; హైడ్రాలిక్ షీట్ మెటల్ బ్రేక్; సిఎన్సి హైడ్రాలిక్ ప్రెస్ బ్రేక్ మెషిన్; అమ్మకానికి సిఎన్సి షీట్ మెటల్ బ్రేక్ అక్యుర్ల్ ప్రెస్ బ్రేక్; సిఎన్సి మెటల్ బ్రేక్; ప్రెస్ బ్రేక్ మెషిన్; సిఎన్సి హైడ్రాలిక్ ప్రెస్ బ్రేక్ బెండింగ్ మెషిన్; హైడ్రాలిక్ ప్రెస్ బ్రేక్ మెషిన్
హాలండ్ డెలెమ్ DA52 CNC సిస్టమ్
1. రియల్-టైమ్ విండోస్ ఆపరేటింగ్ సిస్టమ్ను ఉపయోగించడం ద్వారా, తక్షణ షట్డౌన్ను సాధించవచ్చు.
2. సౌకర్యవంతమైన ఆపరేషన్తో బహుళ భాషల ఎంపిక;
3. ప్రజల అవసరాలకు అనుగుణంగా పనిచేసే ఫ్యాషనబుల్ రూపకల్పన;
4. తెలివైన మాడ్యులర్ నిర్మాణం, ఈ వ్యవస్థ 4 అక్షాలను అనువుగా విస్తరించగలదు
5. 7"TFT LCD డిస్ప్లే;
6. సర్క్యూట్ డిజైన్ను తగ్గించడానికి మరియు విశ్వసనీయతను పెంచడానికి అంతర్నిర్మిత PLC;
7. USB మౌస్ పోర్ట్, కీబోర్డ్ పోర్ట్, RS232 పోర్ట్, సేఫ్టీ PLC పోర్ట్;
8. యంత్రం పనిచేసే సమయం మరియు వంచే సమయాల స్వయంచాలక సంచయం;
9. డిజిటల్ ప్రోగ్రామింగ్;
10. డిజిటల్ మోడ్ మోల్డ్ ప్రోగ్రామింగ్;
11. స్వయంచాలక కోణ దిద్దుబాటు డేటాబేస్;
12, తప్పుగా ఆపరేట్ చేయడాన్ని నివారించడానికి లోప హెచ్చరిక వ్యవస్థ;
13, మెమరీ సామర్థ్యం 64M;
14, ప్రత్యేక విశ్లేషణ సాఫ్ట్వేర్, నిజ-సమయ పర్యవేక్షణ;
15, టాండెమ్ ఆపరేషన్;
16, ఆపరేషన్ ప్యానెల్లో అర్జెంట్ స్టాప్ ఫీచర్ ఉంది.

హాలండ్ డెలెమ్ DA53 CNC సిస్టమ్
1. DELEM-LINUX ఆపరేటింగ్ సిస్టమ్ను ఉపయోగించడం ద్వారా, తక్షణ షట్డౌన్ను సాధించవచ్చు.
2. సౌకర్యవంతమైన ఆపరేషన్తో బహుళ భాషల ఎంపిక;
3. ప్రజల అవసరాలకు అనుగుణంగా పనిచేసే ఫ్యాషనబుల్ రూపకల్పన;
4. తెలివైన మాడ్యులర్ నిర్మాణం, ఈ వ్యవస్థ 4 అక్షాలను అనువుగా విస్తరించగలదు
5. 10"TFT LCD డిస్ప్లే;
6. సర్క్యూట్ డిజైన్ను తగ్గించడానికి మరియు విశ్వసనీయతను పెంచడానికి అంతర్నిర్మిత PLC;
7. USB మౌస్ పోర్ట్, కీబోర్డ్ పోర్ట్, RS232 పోర్ట్, సేఫ్టీ PLC పోర్ట్;
8. యంత్రం పనిచేసే సమయం మరియు వంచే సమయాల స్వయంచాలక సంచయం;
9. డిజిటల్ టచింగ్ ప్రోగ్రామింగ్;
10. డిజిటల్ మోడ్ మోల్డ్ ప్రోగ్రామింగ్;
11. స్వయంచాలక కోణ దిద్దుబాటు డేటాబేస్;
12, తప్పుగా ఆపరేట్ చేయడాన్ని నివారించడానికి లోప హెచ్చరిక వ్యవస్థ;
13, మెమరీ సామర్థ్యం 64M;
14, ప్రత్యేక విశ్లేషణ సాఫ్ట్వేర్, నిజ-సమయ పర్యవేక్షణ;
15. ఎంబెడెడ్ ఫైల్ మేనేజ్మెంట్ సిస్టమ్, టెక్స్ట్ ఎడిటర్
16, టాండెమ్ ఆపరేషన్;
17, ఆపరేషన్ ప్యానెల్లో అర్జెంట్ స్టాప్ ఫీచర్ ఉంది.

| లేదు. | వివరణ | పరిమాణం | వ్యాఖ్య |
| 1 | ఆపరేషన్స్ ఫైల్స్ | ఒక సెట్ | |
| 2 | లోపలి హెక్స్ సాకెట్ స్పానర్ | ఒక సెట్ | |
| 3 | గ్రీజు గన్ | ఒకటి కాదు. | |
| 4 | గ్రౌండింగ్ బోల్ట్ | ఒక సెట్ | |
| 5 | సర్దుబాటు బోల్ట్ | ఒక సెట్ | |
| 6 | పాద నియంత్రణ | ఒకటి కాదు. | |
| 7 | ప్రామాణిక సాధనాలు | ఒక సెట్ |
1. హైడ్రాలిక్ ఆయిల్: దిగుమతి చేసుకున్న VG46# యాంటీ-వేర్ హైడ్రాలిక్ ఆయిల్; మరియు అవసరమైన ఆయిల్ పరిమాణం మెషిన్ స్పెసిఫికేషన్పై ఆధారపడి ఉంటుంది;
2. పవర్: 380V, 50HZ, వోల్టేజ్ హెచ్చుతగ్గులు 10%--5%
3. పరిసర ఉష్ణోగ్రత: 0°C - +40°C
4. పరిసరాలలోని తేమ: సాపేక్ష ఆర్ద్రత 20-80%RH (ఘనీభవించనిది)
5. బలమైన కంపన మూలం మరియు విద్యుదయస్కాంత జోక్యం నుండి దూరంగా ఉంచండి
6. తక్కువ ధూళి, హానికరమైన లేదా తుప్పు పట్టించే వాయువు లేదు
7. పునాది డ్రాయింగ్ ప్రకారం పునాదిని సిద్ధం చేయండి
8. మెషిన్ ఆపరేటర్గా దీర్ఘకాలిక ఏర్పాటు కోసం నిర్దిష్ట విద్యా నేపథ్యం ఉన్న సంబంధిత సిబ్బందిని ఎంచుకోండి.
| లేదు. | వివరణ | పరిమాణం | వ్యాఖ్య |
| 1 | ఆపరేషన్స్ ఫైల్స్ | ఒక సెట్ | |
| 2 | లోపలి హెక్స్ సాకెట్ స్పానర్ | ఒక సెట్ | |
| 3 | గ్రీజు గన్ | ఒకటి కాదు. | |
| 4 | గ్రౌండింగ్ బోల్ట్ | ఒక సెట్ | |
| 5 | సర్దుబాటు బోల్ట్ | ఒక సెట్ | |
| 6 | పాద నియంత్రణ | ఒకటి కాదు. | |
| 7 | ప్రామాణిక సాధనాలు | ఒక సెట్ |
60టి
| స్పెసిఫికేషన్ | యూనిట్ | PR9 060/2550 | |
| గరిష్ట వంపు శక్తి | KN | 600 | |
| గరిష్ట వంపు పొడవు | mm | 2550 | |
| కాలమ్ దూరం | mm | 2150 | |
| గొంతు లోతు | mm | 350 | |
| రామ్ స్ట్రోక్ | mm | 215 | |
| మూసివేసిన ఎత్తు | mm | 530 | |
| వేగాన్ని సమీపించడం | మిమీ/సె | 200 | |
| పని వేగం | మిమీ/సె | 18 | |
| తిరిగి వచ్చే వేగం | మిమీ/సె | 200 | |
| ప్రధాన మోటార్ పవర్ | Kw | 7.5 | |
| CNC వ్యవస్థ | హాలండ్ డెలెమ్ DA66T లేదా DA52S లేదా DA53T లేదా T-3500T CNC సిస్టమ్ Y1, Y2, X, R, Z1, Z2 అక్షాలు మరియు మెకానికల్ క్రౌనింగ్ను నియంత్రిస్తుంది. | ||
| ఆయిల్ ట్యాంక్ సామర్థ్యం | L | 300 | |
| X అక్షం | ఖచ్చితత్వం | mm | ±0.1 |
| స్ట్రోక్ | mm | 500 | |
| వేగం | మిమీ/సె | 400 | |
| శక్తి | Kw | 0.85 | |
| R అక్షం | ఖచ్చితత్వం | mm | ±0.1 |
| స్ట్రోక్ | mm | 200 | |
| వేగం | మిమీ/సె | 200 | |
| శక్తి | Kw | 0.85 | |
| Z1,Z2 అక్షం | ఖచ్చితత్వం | mm | ±0.1 |
| స్ట్రోక్ | mm | 1250 | |
| వేగం | మిమీ/సె | 1200 | |
| శక్తి | Kw | 0.75 | |
| రూపురేఖల కొలత | పొడవు | mm | 3400 |
| వెడల్పు | mm | 1400 | |
| ఎత్తు | mm | 2510 | |
100టి
| స్పెసిఫికేషన్ | యూనిట్ | PR9 100/3100 | PR9 100/4100 | |
| గరిష్ట వంపు శక్తి | KN | 1000 | 1000 | |
| గరిష్ట వంపు పొడవు | mm | 3100 | 4100 | |
| కాలమ్ దూరం | mm | 2700 | 3700 | |
| గొంతు లోతు | mm | 420 | 420 | |
| రామ్ స్ట్రోక్ | mm | 265 | 265 | |
| మూసివేసిన ఎత్తు | mm | 530 | 530 | |
| వేగాన్ని సమీపించడం | మిమీ/సె | 220 | 220 | |
| పని వేగం | మిమీ/సె | 17 | 13 | |
| తిరిగి వచ్చే వేగం | మిమీ/సె | 220 | 150 | |
| ప్రధాన మోటార్ పవర్ | Kw | 15 | 11 | |
| CNC వ్యవస్థ | హాలండ్ డెలెమ్ DA66T లేదా DA52S లేదా DA53T లేదా T-3500T CNC సిస్టమ్ Y1, Y2, X, R, Z1, Z2 అక్షాలు మరియు మెకానికల్ క్రౌనింగ్ను నియంత్రిస్తుంది. | |||
| ఆయిల్ ట్యాంక్ సామర్థ్యం | L | 350 | 500 | |
| X అక్షం | ఖచ్చితత్వం | mm | ±0.1 | ±0.1 |
| స్ట్రోక్ | mm | 500 | 500 | |
| వేగం | మిమీ/సె | 400 | 400 | |
| శక్తి | Kw | 0.85 | 0.85 | |
| R అక్షం | ఖచ్చితత్వం | mm | ±0.1 | ±0.1 |
| స్ట్రోక్ | mm | 200 | 200 | |
| వేగం | మిమీ/సె | 200 | 200 | |
| శక్తి | Kw | 0.85 | 0.85 | |
| Z1,Z2 అక్షం | ఖచ్చితత్వం | mm | ±0.1 | ±0.1 |
| స్ట్రోక్ | mm | 1850 | 2800 | |
| వేగం | మిమీ/సె | 1200 | 1200 | |
| శక్తి | Kw | 0.75 | 0.75 | |
| రూపురేఖల కొలత | పొడవు | mm | 3450 | 4450 |
| వెడల్పు | mm | 1600 | 1600 | |
| ఎత్తు | mm | 2750 | 2710 | |
150టి
| స్పెసిఫికేషన్ | యూనిట్ | PR9 150/3100 | PR9 150/4100 | |
| గరిష్ట వంపు శక్తి | KN | 1500 | 1500 | |
| గరిష్ట వంపు పొడవు | mm | 3100 | 4100 | |
| కాలమ్ దూరం | mm | 2700 | 3700 | |
| గొంతు లోతు | mm | 420 | 420 | |
| రామ్ స్ట్రోక్ | mm | 265 | 265 | |
| మూసివేసిన ఎత్తు | mm | 530 | 530 | |
| వేగాన్ని సమీపించడం | మిమీ/సె | 180 | 180 | |
| పని వేగం | మిమీ/సె | 11 | 11 | |
| తిరిగి వచ్చే వేగం | మిమీ/సె | 150 | 150 | |
| ప్రధాన మోటార్ పవర్ | Kw | 15 | 15 | |
| CNC వ్యవస్థ | హాలండ్ డెలెమ్ DA66T లేదా DA52S లేదా DA53T లేదా T-3500T CNC సిస్టమ్ X, Y1, Y2, R, Z1, Z2 అక్షాలు మరియు మెకానికల్ క్రౌనింగ్ను నియంత్రిస్తుంది. | |||
| ఆయిల్ ట్యాంక్ సామర్థ్యం | L | 440 | 600 | |
| ఆయిల్ ట్యాంక్ సంఖ్య | లేదు. | 3 | 4 | |
| X అక్షం | ఖచ్చితత్వం | mm | ±0.10 | ±0.1 |
| స్ట్రోక్ | mm | 500 | 500 | |
| వేగం | mm | 500 | 400 | |
| శక్తి | kw | 0.85 | 0.85 | |
| R అక్షం | ఖచ్చితత్వం | mm | ±0.10 | ±0.1 |
| స్ట్రోక్ | mm | 200 | 200 | |
| వేగం | mm | 200 | 200 | |
| శక్తి | kw | 0.85 | 0.85 | |
| Z1,Z2 అక్షం | ఖచ్చితత్వం | mm | ±0.10 | ±0.1 |
| వేగం | mm | 1200 | 1200 | |
| స్ట్రోక్ | mm | 1850 | 2800 | |
| శక్తి | kw | 0.75 | 0.75 | |
| రూపురేఖల కొలత | పొడవు | mm | 3470 | 4470 |
| వెడల్పు | mm | 1720 | 1720 | |
| ఎత్తు | mm | 2700 | 2710 | |
PR9 060
| లేదు. | పేరు | మోడల్ | బ్రాండ్ | |
| 1 | CNC వ్యవస్థ | DA66T/T-3500T/DA52S లేదా DA53T CNC సిస్టమ్ | హాలండ్ డిలెమ్ | |
| 2 | సర్వో మోటార్ | ECMA-E21315RS/SGM7G-09AFC61 | డెల్టా లేదా యసకావా | |
| 3 | సర్వో డ్రైవర్ | ASD-B2-1521-B/SGD7S-7R6A00A002 | డెల్టా లేదా యసకావా | |
| 4 | హైడ్రాలిక్ వ్యవస్థ | ఎలక్ట్రో-హైడ్రాలిక్ వ్యవస్థ | జర్మనీ బోష్-రెక్స్రోత్ లేదా జర్మనీ హోర్బిగర్ | |
| సమకాలీకరణ నియంత్రణ అసెంబ్లీ | ఎ. పీడన కవాటం | |||
| బి. క్రియాశీల కవాటం | ||||
| సి. ప్రపోర్షనల్ సర్వో వాల్వ్ మొదలైనవి. | ||||
| హైడ్రాలిక్ నియంత్రణ అసెంబ్లీ | ఎ. కార్ట్రిడ్జ్ వాల్వ్ | |||
| బి. అనుపాత పీడన కవాటం | ||||
| సి. సెలెక్టర్ వాల్వ్ | ||||
| d. అనుపాత డీకంప్రెస్ వాల్వ్ | ||||
| ఇ. ప్రెషర్ వాల్వ్ మొదలైనవి. | ||||
| 5 | లీనియర్ గైడ్వే | 35A---760L లేదా 35E-760L | THK లేదా PMI | |
| 6 | బాల్స్క్రూ | 25/20-1000L లేదా R25/20-880/1000 | THK లేదా PMI | |
| 7 | ఆయిల్ పంప్ | PGH3-2X/016RE071VU2 | జర్మనీ రెక్స్రోత్ | |
| 8 | ఆయిల్ సిలిండర్లో సీలింగ్ రింగ్ల పూర్తి సెట్ | యుఎస్ఎ పార్కర్ | యుఎస్ఎ పార్కర్ | |
| 9 | అధిక పీడన పైప్లైన్ల పూర్తి సెట్ | 1.GE16 ZSR 3/4EDCF | USA పార్కర్, EO-2 పైపు జాయింట్ లేదా జర్మనీ వోస్ పైపు జాయింట్ | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5. WH10 ZSR KDSCF మొదలైనవి. | ||||
| 10 | కప్లింగ్ | ఆర్38 25/42 | జర్మనీ కేటీఆర్ | |
| 11 | AC కాంటాక్టర్ | LC1-D1810B7, LC1-D0910B7N మొదలైనవి. | ష్నైడర్ | |
| 12 | ప్రాక్సిమిటీ స్విచ్ | TP-SM5P2 మొదలైనవి. | మొగ్గు చూపండి | |
| 13 | టెర్మినల్ లీడ్ | UK2.5B, UK10N మొదలైనవి. | ఫీనిక్స్ | |
| 14 | బటన్ | XB2-BVB3LC మొదలైనవి. | ష్నైడర్ | |
| 15 | పెయింటింగ్ | హాలండ్ సిక్కెన్స్ | ||
| 16 | కిరీటధారణ | జాతీయ బ్రాండ్ (ప్రమాణం) | శ్రీ/యూనియన్ | |
| 17 | కిరీటధారణ | దిగుమతి చేయబడింది(ఐచ్ఛికం) | విల్లా | |
| 18 | ముందు మద్దతుదారు | ప్రామాణికం | జెఎఫ్వై | |
PR9 100
| లేదు. | పేరు | మోడల్ | బ్రాండ్ | |
| 1 | CNC వ్యవస్థ | DA66T లేదా DA52S లేదా DA53T లేదా T-3500T CNC సిస్టమ్ | హాలండ్ డిలెమ్ | |
| 2 | సర్వో మోటార్ | ECMA-E21315RS/SGM7G-09AFC61 | డెల్టా లేదా యసకావా | |
| 3 | సర్వో డ్రైవర్ | ASD-B2-1521-B/SGD7S-7R6A00A002 | డెల్టా లేదా యసకావా | |
| 4 | హైడ్రాలిక్ వ్యవస్థ | ఎలక్ట్రో-హైడ్రాలిక్ వ్యవస్థ | జర్మనీ బోష్-రెక్స్రోత్ లేదా జర్మనీ హోర్బిగర్ | |
| సమకాలీకరణ నియంత్రణ అసెంబ్లీ | ఎ. పీడన కవాటం | |||
| బి. క్రియాశీల కవాటం | ||||
| సి. ప్రపోర్షనల్ సర్వో వాల్వ్ మొదలైనవి. | ||||
| హైడ్రాలిక్ నియంత్రణ అసెంబ్లీ | ఎ. కార్ట్రిడ్జ్ వాల్వ్ | |||
| బి. అనుపాత పీడన కవాటం | ||||
| సి. సెలెక్టర్ వాల్వ్ | ||||
| d. అనుపాత డీకంప్రెస్ వాల్వ్ | ||||
| ఇ. ప్రెషర్ వాల్వ్ మొదలైనవి. | ||||
| 5 | లీనియర్ గైడ్వే | 35A-760L లేదా 35E-760L | THK లేదా PMI | |
| 6 | బాల్స్క్రూ | 20/25-880/1000 లేదా R25/20-880/1000 | THK లేదా PMI | |
| 7 | ఆయిల్ పంప్ | PGH4-3X/032RE071VU2 | జర్మనీ రెక్స్రోత్ | |
| IPVAP5-32 | జర్మనీ వోయిత్ | |||
| HQI3-32 | జర్మనీ ఎక్కర్లే | |||
| 8 | ఆయిల్ సిలిండర్లో సీలింగ్ రింగ్ల పూర్తి సెట్ | యుఎస్ఎ పార్కర్ | యుఎస్ఎ పార్కర్ | |
| 9 | అధిక పీడన పైప్లైన్ల పూర్తి సెట్ | 1.GE16 ZSR 3/4EDCF | USA పార్కర్, EO-2 పైపు జాయింట్ లేదా జర్మనీ వోస్ పైపు జాయింట్ | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5. WH10 ZSR KDSCF మొదలైనవి. | ||||
| 10 | కప్లింగ్ | ఆర్38 25/42 | జర్మనీ కేటీఆర్ | |
| 11 | AC కాంటాక్టర్ | LC1-D1810B7, LC1-D0910B7N మొదలైనవి. | ష్నైడర్ | |
| 12 | ప్రాక్సిమిటీ స్విచ్ | TP-SM5P2 మొదలైనవి. | మొగ్గు చూపండి | |
| 13 | టెర్మినల్ లీడ్ | UK2.5B, UK10N మొదలైనవి. | ఫీనిక్స్ | |
| 14 | బటన్ | XB2-BVB3LC మొదలైనవి. | ష్నైడర్ | |
| 15 | పెయింటింగ్ | కైలేడి | ||
| 16 | కిరీటధారణ | జాతీయ బ్రాండ్ (ప్రమాణం) | శ్రీ/యూనియన్ | |
| 17 | కిరీటధారణ | దిగుమతి చేయబడింది(ఐచ్ఛికం) | విల్లా | |
| 18 | ముందు మద్దతుదారు | ప్రామాణికం | జెఎఫ్వై | |
PR9 150
| లేదు. | పేరు | మోడల్ | బ్రాండ్ | |
| 1 | CNC వ్యవస్థ | DA66T లేదా DA52S లేదా DA53T లేదా T-3500T CNC సిస్టమ్ | హాలండ్ డిలెమ్ | |
| 2 | సర్వో మోటార్ | ECMA-E21315RS/SGM7G-09AFC61 | డెల్టా లేదా యసకావా | |
| 3 | సర్వో డ్రైవర్ | ASD-B2-1521-B/SGD7S-7R6A00A002 | డెల్టా లేదా యసకావా | |
| 4 | హైడ్రాలిక్ వ్యవస్థ | ఎలక్ట్రో-హైడ్రాలిక్ వ్యవస్థ | జర్మనీ బోష్-రెక్స్రోత్ | |
| సమకాలీకరణ నియంత్రణ అసెంబ్లీ | ఎ. పీడన కవాటం | |||
| బి. క్రియాశీల కవాటం | ||||
| సి. ప్రపోర్షనల్ సర్వో వాల్వ్ మొదలైనవి. | ||||
| హైడ్రాలిక్ నియంత్రణ అసెంబ్లీ | ఎ. కార్ట్రిడ్జ్ వాల్వ్ | |||
| బి. అనుపాత పీడన కవాటం | ||||
| సి. సెలెక్టర్ వాల్వ్ | ||||
| d. అనుపాత డీకంప్రెస్ వాల్వ్ | ||||
| ఇ. ప్రెషర్ వాల్వ్ మొదలైనవి. | ||||
| 5 | లీనియర్ గైడ్వే | 35A-760L లేదా 35E-760L | THK లేదా PMI | |
| 6 | బాల్స్క్రూ | 20/25-880/1000 లేదా R25/20-880/1000 | THK లేదా PMI | |
| 7 | ఆయిల్ పంప్ | PGH4-3X/032RE071VU2 | జర్మనీ రెక్స్రోత్ | |
| IPVAP5-32 | జర్మనీ వోయిత్ | |||
| HQI3-32 | జర్మనీ ఎక్కర్లే | |||
| 8 | ఆయిల్ సిలిండర్లో సీలింగ్ రింగ్ల పూర్తి సెట్ | యుఎస్ఎ పార్కర్ | యుఎస్ఎ పార్కర్ | |
| 9 | అధిక పీడన పైప్లైన్ల పూర్తి సెట్ | 1.GE16 ZSR 3/4EDCF | USA పార్కర్, EO-2 పైపు జాయింట్ లేదా జర్మనీ వోస్ పైపు జాయింట్ | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5. WH10 ZSR KDSCF మొదలైనవి. | ||||
| 10 | కప్లింగ్ | ఆర్38 25/42 | జర్మనీ కేటీఆర్ | |
| 11 | AC కాంటాక్టర్ | LC1-D1810B7, LC1-D0910B7N మొదలైనవి. | ష్నైడర్ | |
| 12 | ప్రాక్సిమిటీ స్విచ్ | TP-SM5P2 మొదలైనవి. | మొగ్గు చూపండి | |
| 13 | టెర్మినల్ లీడ్ | UK2.5B, UK10N మొదలైనవి. | ఫీనిక్స్ | |
| 14 | బటన్ | XB2-BVB3LC మొదలైనవి. | ష్నైడర్ | |
| 15 | పెయింటింగ్ | కైలేడి | ||
| 16 | కిరీటధారణ | జాతీయ బ్రాండ్ (ప్రమాణం) | శ్రీ/యూనియన్ | |
| 17 | కిరీటధారణ | దిగుమతి చేయబడింది(ఐచ్ఛికం) | విల్లా | |
| 18 | ముందు మద్దతుదారు | ప్రామాణికం | జెఎఫ్వై | |
సిఎన్సి ప్రెస్ బ్రేక్; సిఎన్సి ప్రెస్ బ్రేక్; సిఎన్సి ప్రెస్ బ్రేక్ మెషిన్; సిఎన్సి హైడ్రాలిక్ ప్రెస్ బ్రేక్; అమ్మకానికి సిఎన్సి ప్రెస్ బ్రేక్; సిఎన్సి బ్రేక్; హైడ్రాలిక్ షీట్ మెటల్ బ్రేక్; సిఎన్సి హైడ్రాలిక్ ప్రెస్ బ్రేక్ మెషిన్; అమ్మకానికి సిఎన్సి షీట్ మెటల్ బ్రేక్ అక్యుర్ల్ ప్రెస్ బ్రేక్; సిఎన్సి మెటల్ బ్రేక్; ప్రెస్ బ్రేక్ మెషిన్; సిఎన్సి హైడ్రాలిక్ ప్రెస్ బ్రేక్ బెండింగ్ మెషిన్; హైడ్రాలిక్ ప్రెస్ బ్రేక్ మెషిన్
